
Когда слышишь про китайские флокуляционные смесители, первое, что приходит в голову — это конвейерные линии с одинаковыми стальными баками. Но на деле даже у одного завода могут быть три разных технологических линии для муниципальных, промышленных и горно-обогатительных объектов. Вот, например, в Таншане есть ООО Таншаньская Компания по Производству Оборудования для Экологической Инженерии — они лет десять назад начинали с простых механических мешалок, а сейчас делают гибридные системы, где совмещены гидродинамический и механический принципы. Я лично видел, как их инженеры переделывали патрубки на месте монтажа в Казахстане — не по чертежам, а потому что местная вода давала неожиданную вязкость.
Скорость градиента сдвига — это, конечно, базовая характеристика, но на практике важнее, как ведет себя уплотнительная система вала при перепадах температур. У нас был случай на медной фабрике в Караганде: китайский смеситель с тефлоновыми сальниками начал подтекать через два месяца. Оказалось, расчет делали для температуры +20°C, а в цехе стабильно +3°C. Пришлось менять на армированные PTFE-уплотнения, хотя изначально в спецификации этого не было.
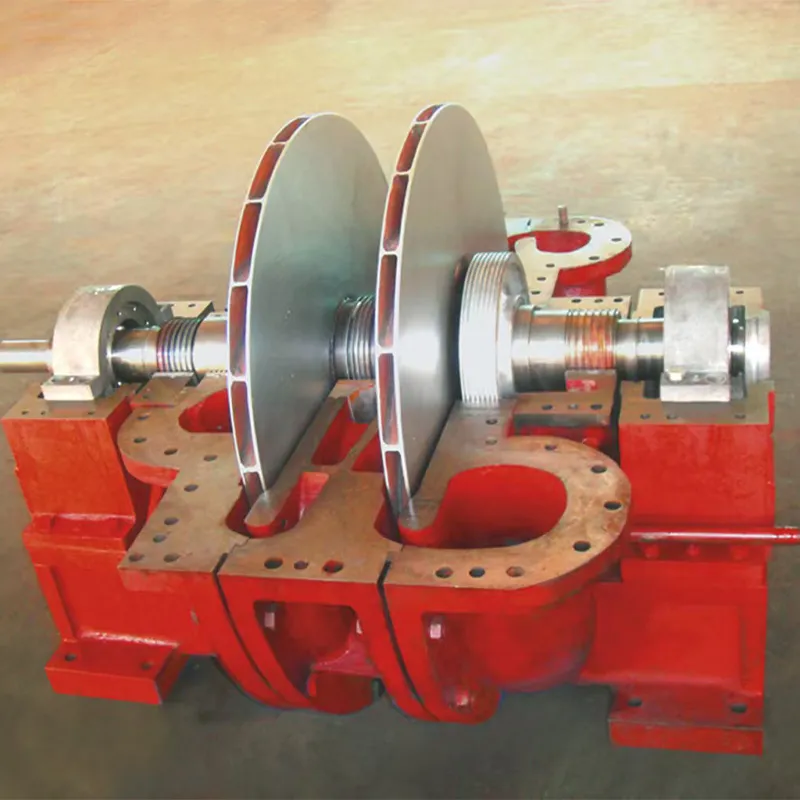
Лопастные системы — отдельная тема. Большинство заводов предлагает стандартные трехлопастные импеллеры, но для обогатительных фабрик с абразивными суспензиями нужны либо сменные накладки из хром-молибденовой стали, либо полностью литые лопасти. В tepeec.ru как раз сделали модульную систему — можно за час поменять рабочее колесо без демонтажа привода. Мелочь, а экономит сутки простоя.
Электронику часто недооценивают. Видел на одном из заводов в Шаньдуне как ставят частотные преобразователи местного производства — вроде и параметры подходят, но при работе с плотными пульпами начинаются скачки тока. Сейчас ООО Таншаньская Компания перешла на гибридную схему: китайские двигатели, но преобразователи Siemens или Schneider. Дороже на 15%, зато нет проблем с регулировкой скорости при изменении плотности шламов.
На золотодобывающем предприятии в Красноярском крае мы ставили флокуляционный смеситель для цианидных пульп. Изначально китайский завод предлагал стандартную конструкцию из нержавеющей стали AISI 304, но по нашему опыту — для цианидных сред нужна либо 316L, либо полная футеровка. Уговорили заказчика доплатить за футеровку полиуретаном, хотя изначально в тендере этого не было. Через полгода получили письмо благодарности — на соседней фабрике со стальными баками уже появились коррозионные пятна.
Для муниципальных очистных в Новосибирске пришлось пересчитать все переточные каналы. В Китае расчеты обычно ведут для температур +15°C и выше, а у нас зимой вода на входе +2°C. Вязкость другая, скорость осаждения хлопьев меняется. Инженеры с https://www.tepeec.ru в итоге сделали два варианта лопастей — для летнего и зимнего режима. Не идеально, но работает.
Самая сложная история была с фосфогипсом в Балаково. Частицы мелкие, плюс pH стабильно ниже 3. Китайский завод сначала прислал смеситель с обычной резиновой футеровкой — через месяц она начала отслаиваться. Пришлось экстренно искать местного подрядчика для нанесения футеровки на основе EPDM. Теперь в контракты всегда включаем пункт про химический анализ пульпы с тестами на коррозионную стойкость.
Многие думают, что дешевле купить оборудование напрямую у завода. Но если считать полный цикл — от производства до пусконаладки — разница часто оказывается 10-15%, не больше. Особенно с учетом того, что китайские инженеры редко едут на объект без дополнительной оплаты. У ООО Таншаньская Компания по Производству Оборудования для Экологической Инженерии в этом плане удобная схема: у них есть русскоязычные менеджеры в Москве, которые ведут проект от заявки до запуска.
Таможня — отдельный кошмар. Один раз задержали партию смесителей на месяц из-за неправильно оформленных сертификатов на электродвигатели. Теперь всегда заранее запрашиваем полный пакет документов по ГОСТ Р и техническим регламентам ЕАЭС. Китайские заводы обычно не следят за изменениями в нашем законодательстве, поэтому лучше работать через местных поставщиков.
Монтажные бригады — больной вопрос. В идеале должны приезжать специалисты от производителя, но на практике часто нанимают местных. Видел, как в Уфе 'умельцы' установили смеситель без юстировки вала — через неделю сгорел подшипниковый узел. Теперь в контракты прописываем обязательный выезд инженера-супервайзера на первые пусконаладочные работы.
Раньше китайские смесители были копиями западных аналогов, сейчас появились собственные разработки. Например, система плавного регулирования скорости с датчиками мутности — не ноу-хау, но реализована достаточно грамотно. На tepeec.ru показывали тестовые записи с завода в Таншане — видно, как автоматика подстраивает обороты при изменении качества исходной воды.
Материалы стали лучше. Если раньше использовали в основном углеродистую сталь с эпоксидным покрытием, то сейчас предлагают и нержавейку 304/316, и дуплексные стали, и различные варианты футеровок. Цены, конечно, выросли, но не катастрофически — примерно на 20-30% за пять лет при лучшем качестве.
Самое главное изменение — подход к кастомизации. Раньше китайские заводы предлагали 3-4 стандартных размера, сейчас готовы делать нестандартные высоты баков, изменять конструкцию переливных кромок, устанавливать дополнительные датчики. Для горно-обогатительных комбинатов это критически важно — там редко бывают типовые условия.
Сейчас многие китайские производители, включая ООО Таншаньская Компания, активно развивают направление интеллектуальных систем управления. Но на практике для большинства российских предприятий это пока избыточно. Простые ПИД-регуляторы часто надежнее сложных алгоритмов, особенно в условиях вибрации и запыленности.
Энергоэффективность становится ключевым параметром. Новые модели смесителей потребляют на 15-20% меньше энергии за счет оптимизированной геометрии лопастей и использования двигателей с повышенным КПД. Но это работает только при правильном подборе оборудования под конкретные условия — универсальных решений нет.
Главный вывод за последние годы: китайское оборудование перестало быть просто дешевой альтернативой. При грамотном выборе модели, тщательном согласовании техзадания и правильном монтаже оно может успешно конкурировать с европейскими аналогами в 70-80% случаев. Оставшиеся 20% — это либо экстремальные условия, либо задачи, требующие уникальных технических решений.